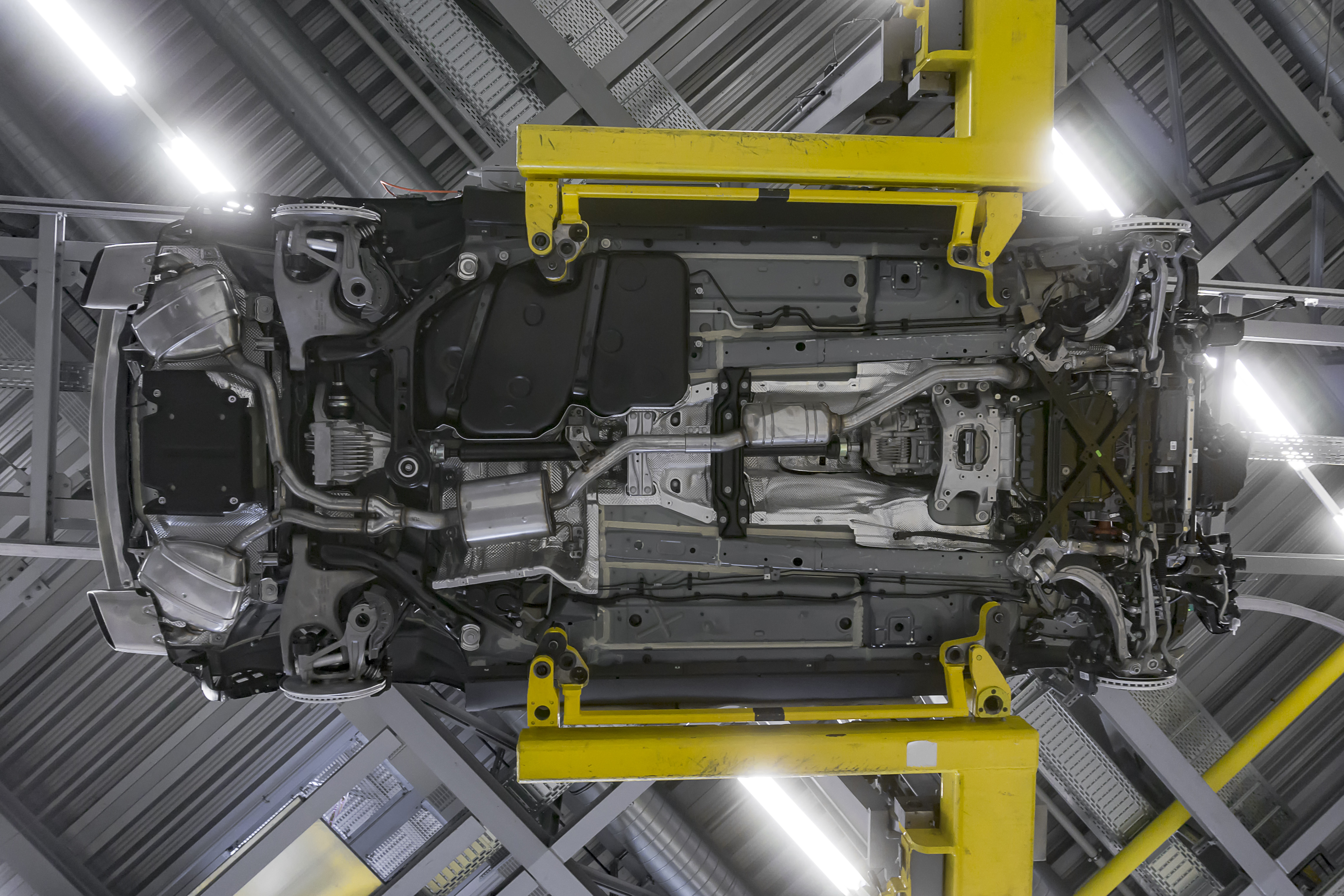
Automated Networks for Flexible Manufacturing Cells
Cisco has been working to make network changes easy, even automated. For manufacturers, Cisco is working with The Commonwealth Center for Advanced Manufacturing (C-CAM) to research the viability of the flexible manufacturing cell, and to develop an