

Manufacturers are challenged with how to start digitizing their factories. Many have told me it is not inertia or budget holding them back, but being overwhelmed or unsure of where to start. Yet the value that awaits them is great – connected factories can boost profits by up to 19 percent (according to our latest Manufacturing Thought Leadership Study).
To help manufacturers navigate the complexity, I hosted a #CiscoChat with Brandon Lackey, Manufacturing Vertical Business Development Manager at Cisco, and Lorenzo Veronesi, Analyst at IDC. We discussed the benefits of a connected factory, the roadblocks manufacturers face, and how to take the first step. Many industry thought leaders and luminaries joined us and it made for an animated discussion.
If you missed the chat, the full recap is here, and I will share with you a few of the highlights:
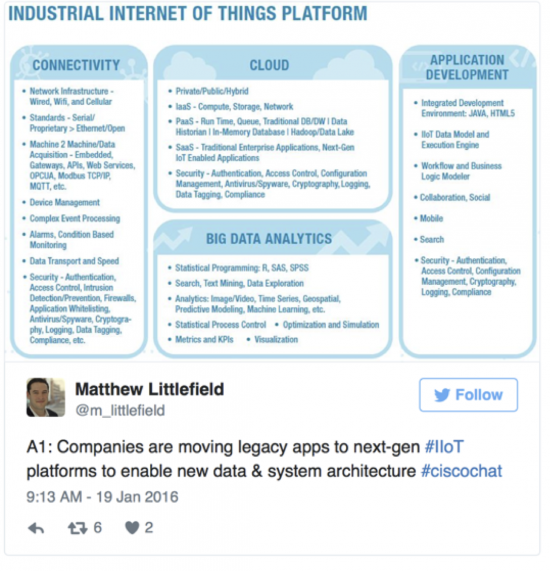
We kicked off the chat by asking: How are manufacturers making factories more connected and intelligent?

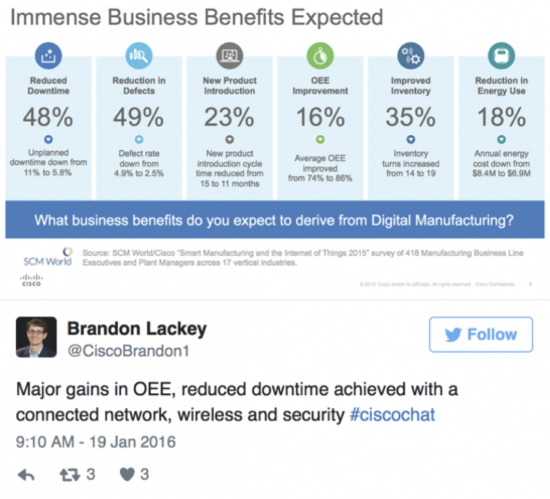
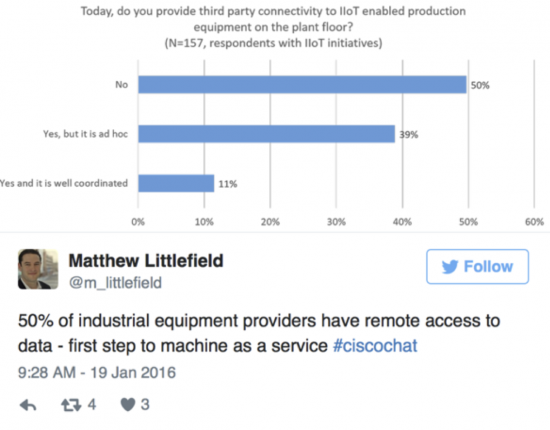
Our next question was: What benefits do manufacturers realize from connecting the factory? I shared that manufacturers get visibility into machines and processes that allow them to anticipate issues that create unplanned downtime. In addition, plants can experience improved reliability and performance by having a more flexible and streamlined communication between both people and things across the plant. Our participants added other benefits they are seeing across the industry:
Manufacturers often ask us: “Where do I start?” and we recommend to START, not to keep thinking so we asked: What mission-critical plant floor operations do you focus on first with wireless? I recommended manufacturers start by creating a wireless network environment on the factory floor to cut costs while increasing productivity and output. At Cisco we’ve seen the best results coming after a workshop where we outline the possibilities, expected ROI, and then build a road map. Our participants added:
We wanted to hear what challenges are top of mind for manufacturers so we asked: What are the top factory plant-wide security pain points or care-abouts addressed with a Connected Factory?



Don’t let complexity hold your factory back. A factory that is digitized and connected will have greater overall equipment effectiveness, reduced downtime, and unprecedented flexibility. It will anticipate issues that create unplanned downtime. It will quickly start up new machines, cells, and lines, and rapidly deliver new products.
It was great seeing so much engagement in our chat, and I’d like to keep the conversation going. If there is something you’d like to add or would like to see in our next #CiscoChat, leave me a comment below. To learn how we can help you digitize your factory, visit cisco.com/go/connectedfactory. We look forward to seeing you in the next #CiscoChat!





Nice to hear ..
Cool.
This will take Cisco one step up in the realm of IOT.
Thank you for your comment, we’re looking forward to the future of manufacturing.